

Власники приватних будинків або заміських ділянок не з чуток знають, як часто виникає необхідність що-небудь зварити. Щоб не витрачатися кожен раз на виклик майстра, можна придбати недорогий зварювальний апарат постійного струму - зварювальний інвертор - він коштує недорого (від 5 тис. До 15 тис. Рублів), займає зовсім мало місця, і з ним можна навчатися зварюванні навіть початківцям.
Що таке зварювальний інвертор і як він працює
Зварювальний інвертор або (ИИСТ) - це різновид джерела живлення зварювальної дуги. Його основне призначення - забезпечувати легкий підпал і стабільне горіння.
Щоб зрозуміти, як він працює, потрібно розібратися в термінології. Що значить інверторний? Цей термін має на увазі, що прилад оснащений електронним блоком, який перетворює прямий струм в змінний - і ось, як це працює:
- Змінний струм проходить через випрямляч, і той, у свою чергу, перетворює його в ті ж 220 вольт.
- Інверторний блок перетворює змінний струм в постійний, при цьому підвищуючи його частоту до 30-50 кГц.
- Високочастотний струм надходить в трансформатор, і той знижує напруга, тим самим збільшуючи силу струму, але вже більш високої частоти (в порівнянні з трансформаторними апаратами).
- Високочастотний струм подається на вторинний випрямляч.
Довідка! Завдяки такому перетворенню струму, ККД зварювального інвертора збільшується, а габарити трансформатора - зменшуються.
Основні правила зварювання інвертором
Перед тим, як приступити до роботи, необхідно провести підготовку. Для цього:
- Звільніть робоче простір - приберіть зайві предмети, і в першу чергу - легкозаймисті матеріали і рідини.
- Забезпечте собі нормальне освітлення для роботи.
- Підготуйте всі необхідні матеріали для зварювання і інструменти.
- Перевірте кабелі правильно підключені, їх цілісність і надійність з'єднання, що особливо актуально при використанні подовжувачів.
- Розмотайте і розправте зварювальні кабелі, підключіть до гнізд інвертора.
- Розкладіть деталі, що зварюються, перевірте правильність з'єднань і бажано - закріпіть їх в лещатах.
Після того, як все готово, можна приступати до роботи:
- Одягніть захисні засоби і приготуйте маску.
- Приєднайте затискач зі знаком «+» до однієї з поверхонь, що зварюються.
- Вставте електрод в тримач.
- Перевірте підключення до електромережі - не натискайте до цього моменту клавішу подачі електроживлення.
- Обмотайте передпліччя кабелем - щоб в процесі зварювання кабель не бовтався (це може відбитися на якості шва).
- Увімкніть подачу електроживлення та почекайте 20 секунд. Після цього апарат буде готовий до роботи.
- Піднесіть електрод до місця передбачуваного шва, надіньте захисну маску і розпаліть дугу.
- Сформуйте зварювальну ванну і шов.
По завершенні зварювальних робіт зробіть наступне:
- Приберіть руку з власником і перервіть освіту електричної дуги.
- Вимкніть апарат і відключіть його від електромережі.
- Зачекайте, поки шов охолоне, і проконтролюйте якість шва легкими постукуваннями.
Зверніть увагу! Шов в ідеалі повинен представляти на себе ряд «лусочок», які частково накладаються одна на іншу.
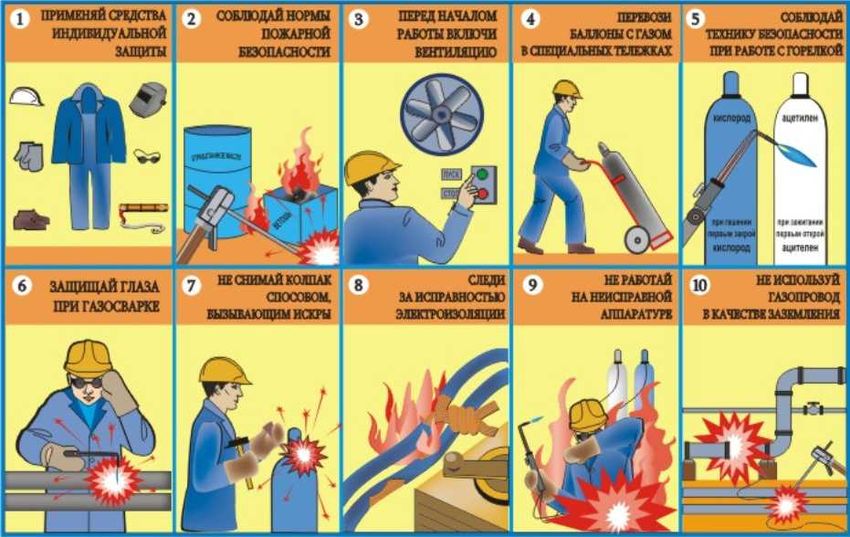
А також варто приділити увагу техніці безпеки. Щоб не нашкодити своєму здоров'ю під час зварювальних робіт, дотримуйтеся наступних правил:
- Не користуйтеся в приміщеннях з високою вологістю, а також під відкритим небом під час опадів.
- Варіть в повній захисній екіпіровці - костюмі, взуття, масці і рукавичках.
- Звільніть простір. Поблизу робочого місця не повинно бути легкозаймистих і вибухонебезпечних матеріалів.
Контролюємо дугового проміжок
На початкових етапах навчання зварюванні дуже важливо виробити навик правильного формування дугового проміжку. Дугового проміжок - це термін, яким позначається невеликий проміжок між електродом і проварюють металом.
Навчившись регулювати довжину дуги, можна забезпечити якісний результат. Дуги бувають 3 видів:
- Коротка дуга - близько 1 мм. Шов повинен вийти опуклий. На тому місці, де шов з'єднується з металом, може з'явитися дефект (підріз). Це маленька канавка, паралельна шву, яка зменшує його міцність.
- Нормальна дуга - нормальною вважається дуга, ширина якої не перевищує 3 мм.
- Довга дуга - досить важка у виконанні і стабілізації. Дуга погано захищена від впливу повітря і атмосфери, гірше прогріває метал, і шов виходить неглибокий.

Формуємо правильний зварювальний шов і не допускаємо дефектів
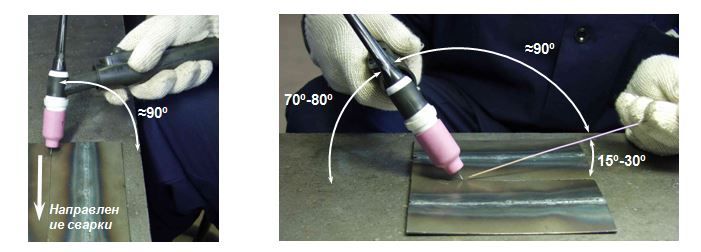
Якість шва при зварюванні - це навичка, що виробляється з досвідом. Крім придавлює рухів по кромці зварювання, майстер повинен виконувати поперечні руху - для забезпечення якісного провару. Якщо метал тонкий і його товщина не перевищує 4 мм, то поперечних рухів виконувати не варто. Щоб отримати плоский шов, потрібно нахиляти електрод під різними кутами.
- Кутом вперед - використовується при роботі з тонкими пластами металу, так як шов виходить широкий, але дрібний.
- Кутом назад - використовується при роботі з щільними пластами металу, так як матеріал прогрівається і проплавляется глибоко. Шов глибокий, але вузький.
До поширених дефектів і проблем при зварюванні інвертором у новачків можна віднести:
- Підріз - виникає в тих випадках, коли плавиться металу бракує, щоб заповнити ванну. Уникнути цього дефекту можна тільки ретельно контролюючи товщину утворювати ванній.
- Неможливість керувати ванній - дефект виникає, якщо зварювальник через незнання нахиляє електрод занадто сильно.
Що таке пряма і зворотна полярність при зварюванні інвертором
Залежно від порядку підключення, існує два види зварювання:
- Пряма полярність - електрод підведений до «-», а зварюваний метал - до «+». Зона плавлення вузька, але в той же час глибока. Підходить для товстого металу.
- Зворотній полярність - електрод підключений до плюса, а метал до мінуса - зона плавлення широка і неглибока. Застосовується для тонкого металу.
Як впливає швидкість подачі електрода
Швидкість зварювання і подачі електрода повинна бути оптимальною для того, щоб забезпечити достатнє надходження рідкого металу в зону зварювання. Якщо його буде недостатньо, утворюється підріз.
Якщо поспішати з переміщенням електрода, то дуга не встигне проплавити метал. Шов вийде неглибокий і не зварить між собою кромки.
Якщо ж, навпаки, переміщати електрод занадто повільно, то з'являється ризик пропалити поверхню і деформувати тонкий метал.
Як сила струму впливає на результат зварювання
Тільки за умови оптимального співвідношення сили струму і швидкості електрода можна отримати акуратний, міцний і в міру опуклий шов. Чим більше сила струму, тим глибше проплавляется метал і, відповідно, тим швидше просувається електрод.
Сила струму виставляється згідно з таблицею:
| Діаметр електрода в міліметрах | Товщина зварюваного металу в міліметрах | Зварювальний струм, A |
|---|---|---|
| 1, 6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2, 5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5 6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
висновок
Регулярно практикуючи, ви зможете відточити свої навички зварювання і опанувати інвертором. Удвічі буде приємно усвідомити, що для того, щоб замінити паркан, зварити арку або здійснити будь-які інші побутові зварювальні роботи, не потрібно викликати майстра.