
Найякіснішою зварюванням алюмінію є - аргонодуговая зварювання. Однак для цього способу необхідно як дороге устаткування, так і висока кваліфікація зварника, що часто не завжди відповідає реальності. Крім того, обладнання для даного способу зварювання досить громіздке і в деяких місцях його використання взагалі заборонено. У цій статті ми розповімо про альтернативні і недорогих способах зварювання алюмінію без застосування аргону.
Спосіб 1: використання електрода по алюмінію Zeller 480
Ремонтний електрод Zeller 480 c 12% вмістом кремнію призначений для зварювання широкого спектру алюмінієвих сплавів включаючи силумін і дюраль. Цей спосіб дозволяє надійно зварювати алюміній без застосування дорогого аргонодугового обладнання.
Переваги та області застосування
- При дотриманні технологічного процесу зварювання, за своєю якістю зварювальний шов, зроблений за допомогою електрода Zeller 480, не поступається аргонодугового зварюванні;
- Висока продуктивність наплавлення;
- Щільний наплавлений метал без пор;
- Завдяки м'якій, рівномірної дузі, шов виходить рівний і гладкий;
- Zeller 480 єдиний алюмінієвий електрод, що випускається в «низькотемпературному» розмірі 2 мм;
- Електрод забезпечений спеціальною захисною обмазкой, яка має високу вологостійкість, що істотно продовжує термін експлуатації електрода;
- Сварка здійснюється без флюсу, так як всі необхідні елементи для видалення оксидної плівки знаходяться в захисній обмазці електрода;
- Використовується для зварювання алюмінієвих листів, профілів, струмопровідних шин, резервуарів, алюмінієвого лиття, усунення дефектів лиття, картерів, кузовів автомобілів і т.п.
Важливо! Так як в покритті алюмінієвих електродів містяться гігроскопічні солі, після виконання всіх зварювальних робіт, слід герметично закрити упаковку і прибрати її в сухе, тепле місце.
Інструкція по використанню
Крок 1. Перед початком зварювання, переконайтеся, що підготовлений зразок з металу сухий, так як алюміній гигроскопичен (вбирає вологу). За допомогою нержавіючої щітки зачистити з'єднання до металевого блиску, і видалити залишки забруднень в зоні близько шва.

Крок 2. Якщо необхідно, просушіть електроди 1-1, 5 години при температурі 100 ° С.
Крок 3. Підігріваємо алюмінієвий зразок до температури 150-200 ° С за допомогою пальника.
Важливо! Без підігріву зварювання проводити не можна!
Крок 4. Сварка здійснюється на постійному струмі зворотної полярності. Найбільш вертикальне положення електрода з підтриманням короткої дуги. Подавати електрод в зону сплаву слід швидко, максимально просуваючи вперед і підтримуючи дуже коротку дугу.

Крок 5. Виконуйте зварювання в один шар за один прохід.
Будьте уважні! Швидкість зварювання така ж, як і у напівавтоматичного зварювання.
Межа міцності зварювального шва - 200 ньютонів на міліметр кв., Що близько до межі міцності основного металу. Тому цей метод зварювання можна використовувати на відповідальних конструкціях.
Спосіб 2: Використання припою HTS-2000 або Castolin 192
Припій HTS-2000 або Castolin 192 - це сплав у вигляді цинкової трубки, наповнений твердим порошком флюсу по центру, за допомогою якого зварювання стає швидкої і легкодоступною. Припій зроблений за допомогою високих технологій і спеціально призначений для того, щоб проводити роботи по відновленню деталей, зроблених з алюмінію. При цьому зварювання не передбачає використання технологій високу вартість.

Все що потрібно для ремонту алюмінієвих деталей, це тільки сам припой і газовий пальник для зварювання.
Переваги та області застосування
- Простий в застосуванні і не вимагає високої кваліфікації;
- Висока швидкість пайки;
- Температура плавлення нижче ніж у алюмінію;
- 100% металеве з'єднання як при зварюванні;
- Незамінний в «польових» умовах;
- Паяльний шов за міцністю не поступається зварюванні;
- Не схильний до корозії і не має терміну придатності;
- Для роботи підійде будь-яке джерело тепла;
- Використовується при ремонті будь-яких виробів з алюмінію: радіаторів, двигунів, велосипедних рам, профілів, кузовів, трубопроводів, арматури, паливних баків, картерів і т.п.
Інструкція по використанню
Крок 1. ВАЖЛИВО! Перед початком робіт необхідно зачистити оброблювану поверхню алюмінію, видаливши оксидну плівку. Зазвичай використовуються напилок або щітка з нержавіючої сталі (кордщетка).
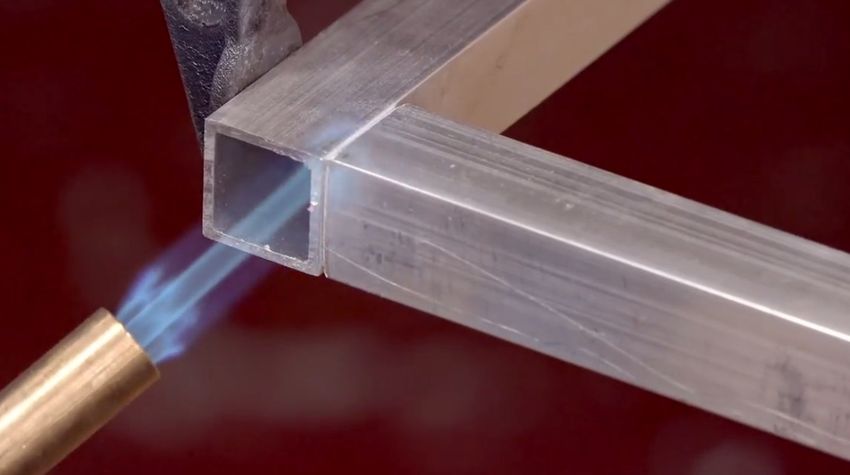
Крок 2. Нагріваємо робочу поверхню зразка з алюмінію (не саме стрижень припою) до температури 200 ° C.
Порада: для кращого проникнення припою, можна зачистити поверхню ще раз, так як при нагріванні алюмінію зварюванням, на поверхні проявляється оксидна плівка.
Нагрівання дозволить відкрити структурні пори робочої поверхні для кращого проникнення сплаву углиб металу.
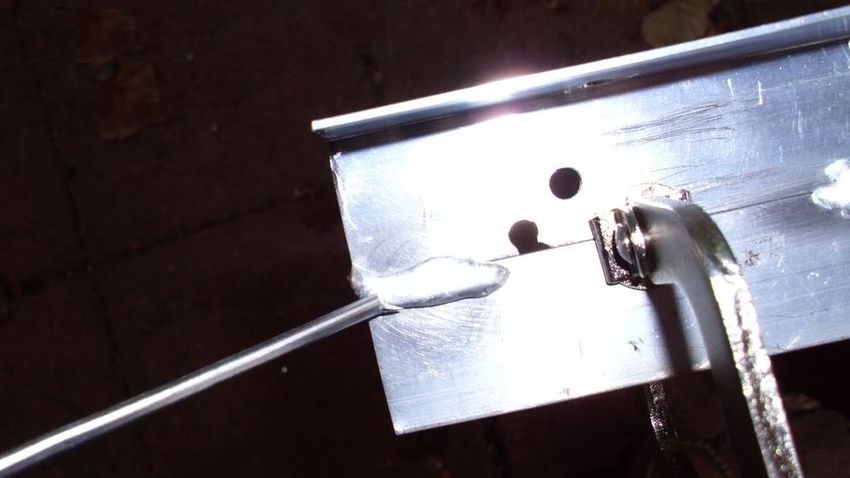
Крок 3. Коли відповідна температура при зварюванні буде досягнута, потрібно рівномірно і якомога краще залудити робочу поверхню: проводячи прутиком по отвору, натягуючи припій з країв, як мильну піну.

Припій володіє достатнім поверхневий натяг, що робить зручним забивання отворів до 1 см без використання додаткових латочок.
Порада: щоб виключити повторне виникнення оксидної плівки під шаром припою, слід, підтримуючи пальником рідке його стан, ще раз пройтися щіткою (сталевим прутом) по поверхні. У цей момент і відбувається проникнення припою в пори металу.
Крок 4. Якщо вам потрібно з'єднати кілька деталей, то для початку, окремо залудити обидві поверхні, потім, з'єднавши і нагрів обидва елементи, притираються рухами зчепіть їх один з одним.
Крок 5. Після завершення зварювання, дайте алюмінію охолонути природним шляхом, не використовуючи при цьому повітря або воду для прискорення охолодження.
Важливо пам'ятати, що чим товще і масивніше матеріал, тим більше буде потрібно часу для досягнення необхідної температури при зварюванні алюмінію.

Загальні рекомендації для досягнення найкращого результату при роботі з припоєм
- Зачищайте робочу поверхню безпосередньо перед нанесенням припою.
- Не варто плавити припій в полум'я пальника, так як це не дозволить йому з'єднатися з металом. Припій повинен плавитися сам на поверхні деталі!
- У рідкому стані припой досить текучий, тому варто добре лудити поверхню, щоб виключити наявність щілин, особливо в місці пайки.
- Також переконайтеся, що формотворчих елементи щільно прилягають один до одного.
- При нанесенні припою чекайте його вбирання. В іншому випадку не відбудеться достатнє зчеплення металів, і, як наслідок, не буде досягнута необхідна міцність виробу.